Профилометры: виды и применение
Точная и оперативная оценка шероховатости деталей – залог качественной сборки и последующего функционирования техники. С этой целью в производственной практике применяются различного рода профилометры и профилографы (последние, кроме измерений, могут позволять и запись полученного результата).
Принцип действия профилометров
Рассматриваемые приборы могут замерить показатели шероховатости контактным и бесконтактным способом. В первом случае по измеряемой поверхности перемещается измерительный щуп, который заканчивается твёрдым наконечником. Амплитуда вибраций щупа усиливается, и, преобразуясь в электрический сигнал, замеряет показатель шероховатости. К этому варианту может относиться технология оптического или лазерного сканирования поверхности.

Большинство методов исследований ориентируется именно на контактные профилометры. Это объясняется высокой точностью результата, который можно получить уменьшением контактной площади алмазной иглы (иногда применяют и иглы из твёрдого сплава). В то же время, при использовании оптических профилометров бесконтактного типа требуется работать только с образцами, поверхность которых очищена от всех поверхностных загрязнений, искажающих результат замеров.
В зависимости от поставленных контактные профилометры могут замерять трассу с постоянной или переменной длиной. Способ преобразования сигнала — пьезоэлектрический, индуктивный или механотронный.
Последовательность измерений шероховатости определяют ГОСТ 2789 и ГОСТ 19300. Точность действия профилометров находится в диапазоне ±10…±20 %.
Приборы контактного действия
Принципиальная схема контактного профилометра с индуктивным преобразованием сигнала включает в себя:
Типовым представителем этого класса измерительной техники считается профилометр модели 296, которым можно замерить шероховатость плоских поверхностей. Основные технические характеристики устройства приведены ниже:

Измеритель типа 296 и им подобные (например, модели 130) из-за больших габаритов позволяют определять шероховатость изделий в условиях цеховых лабораторий.
Профилометром портативного типа, который работает по тому же принципу, является российский прибор модели ТR-100, включающий в себя пьезоэлектрический преобразователь. Он позволяет контроль шероховатости, если деталь имеет не только плоские, но и на выпуклые/вогнутые поверхности. Калибровка показаний для готовности прибора к работе производится узлом, встроенным в основную схему. ТR-100 обладает увеличенным диапазоном (0,05…50 мкм), но при тех же значениях производительности отличается несколько меньшей точностью — ±12 %.
Профилометры бесконтактного действия
Измерители, описываемые далее, характеризуются дополнительными возможностями: дистанционным сканированием – оптическим или лазерным — поверхности, а также оперативной передачей данных на компьютер и принтер.
Средство для бесконтактного измерения и записи результата включает в себя:
Оптический измерительный датчик обладает характеристиками, которые позволяют измерять и выводить на монитор достаточно большой объём информации: продольный и поперечный профили трассы сканирования, точность, дискретность шага измерений, текущую и суммарную погрешность отсчёта и пр. Принцип записи профилограммы на термопечатающую рулонную бумагу превращает данное устройство в полнофункциональный профилограф. Процесс и производство измерений управляются в диалоговом режиме. Таким образом, можно позволять повторное отслеживание шероховатости на некоторых участках измеряемого образца.

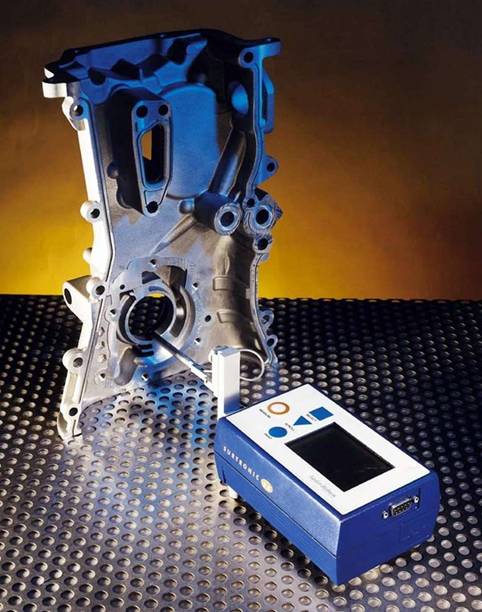
Профилометр Mahr Marsurf PS1
Принципы выбора типоразмера техники для измерения шероховатости
Для более точной оценки, причём отдельно по показателям Rz и Ra, используются стационарные устройства контактного способа действия. Шероховатость поверхности из твёрдых материалов (например, из высокоуглеродистых сталей) целесообразно определить профилометрами, оснащёнными алмазным щупом. Результаты удобно фиксировать либо программным способом на компьютере, либо распечаткой на бумажный носитель. По анализу результатов измерений можно вносить необходимые коррективы в технологический процесс изготовления деталей.
Для оперативной оценки качества обработки непосредственно на месте (для крупных деталей) полезнее переносные профилометры. Полученные ими данные являются основой для внесений изменений в настройку станков и систем их ЧПУ.
Следует отметить, что профилометры всех типов периодически должны подвергаться поверке, содержание и периодичность которой устанавливается МИ 1850-88.
Способы и методы измерения шероховатости поверхности.
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения. При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме. Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.
Вообще, принято выделять три вида шероховатости объекта:
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения». Согласно этому документу, выделяют такие показатели шероховатости, как:
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Оценка шероховатости может производиться двумя способами:
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
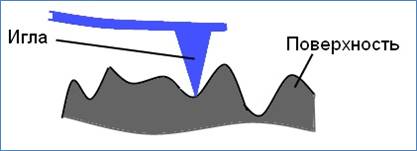
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы. Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется. Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
В качестве примера профилометра можно привести приборы моделей «СЕЙТРОНИК-ПШ8» (модели СЕЙТРОНИК-ПШ8-1, СЕЙТРОНИК-ПШ8-2, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-4) а также старый-добрый «профилометр модели 130».
Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

— метод светового свечения и теневой метод,
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном. При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта. При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе. Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Приборы для измерения шероховатости. Профилометры, профилографы и их модификации
Таким образом, на поверхностях рабочих деталей постоянно происходят процессы, которые могут оказывать на них негативное влияние. К таким процессам относят: появление трещин, механический износ, обуславливаемый трением, эрозия, коррозия металла, смятие, появление заусенцев. Такие дефекты могут оказывать даже большее негативное влияние на работу всего механизма, чем деформация тел, в результате перегрева или гидроудара. Кстати, перегрев может возникать и от усиленного трения, в том числе, вызванного повышенной шероховатостью.
Если придать поверхности некоторые микрогеометрические свойства, то можно повысить сопротивляемость детали различным внешним воздействиям, и тем самым, улучшить параметры прочности и надежности.
Но рассмотрим эти приборы более подробно:

Попробуем вкратце описать, как же работает профилометр, из чего состоит, на чем базируется принцип его действия.
Профилометры принято различать в зависимости от вида трассы интегрирования.
По этому признаку выделяют приборы:
— Профилометр с постоянной трассой интегрирования, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.
— Профилометр обладающий скользящей трассой интегрирования, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
Также стоит выделить профилометр «СЕЙТРОНИК-ПШ8-1» из линейки профилометров СЕЙТРОНИК. Эти приборы являются переносными, имеют подключение к компьютеру через порт RS232, и позволяют производить основные измерения параметров шероховатости с достаточной точностью.

Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.

Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.
Шероховатость поверхности
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах

Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
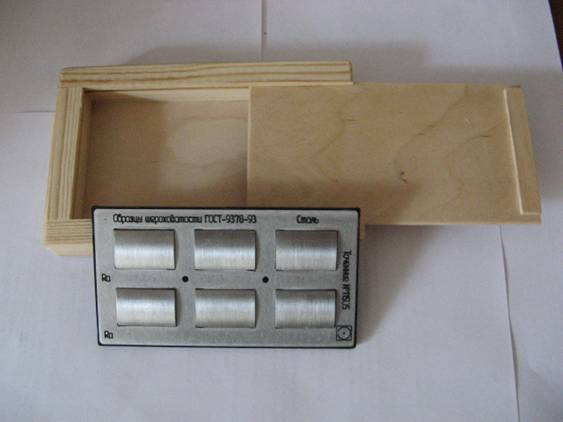
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
Контроль шероховатости поверхности
При рассмотрении качеств поверхности следует уделить внимание шероховатости. Этот параметр измеряется на момент производства различной продукции различными методами, предусматривающие применение специальных инструментов контроля. Контроль шероховатости поверхности – часть технологического процесса, предусматривающий применение различных методов оценки параметра шероховатости.
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.