Сварка без сварки – сварочный карандаш
В статье мы расскажем в форме презентации, как родилась и развивалась идея создания сварки без сварки, а также пайки и резки без специального оборудования. Что такое сварочный карандаш и с чем его едят? Также расскажем о разработках отечественных ученых и зарубежных стартапах.
Как все начиналось…
Германия в 30-х годах ХХ века являлась лидером в области термитных технологий сварки.
Свое бурное развитие технология получила в первую очередь в деле тигельной сварки –теперь соединить две части железнодорожной рельсы не составляет труда.
Если вкратце, приспособление для сварки состоит из:


Способ промежуточного литья (до, в процессе и после заливки)

Изобретение карандаша
В конечном итоге, данные технологии привели к рождению идеи компактного сварочного инструмента в форме стержня- карандаша.

Однако при воплощении идеи в жизнь «первопроходцев» ожидала неудача. Дело в том, что при быстром остывании смеси в сварочной ванне после прекращения горения карандаша, шлак и металл перемешиваются и материал становится хрупким.
В результате, основанные на алюминиевом термите смеси так и не дали позитивного результата и в профессиональной среде, и в литературе модель «карандаша» была признана «не реализуемой» и долгое время никто этой проблематикой не занимался, пока не появился профессор, доктор технических наук, академик Лебедев Владимир Георгиевич.
Случайно познакомившись с идеей, вначале он рассчитал математическую модель, а затем реализовал химическую, на основе медного термита, при которой пара металл –шлак разъединяются в процессе образования припоя-сплава.
Открытые публикации В.Г. Лебедева в российских изданиях стали основой создания нескольких сварочных инструментов, присутствующих на рынке России.

Сварочные карандаши Шквал и Оксал производятся в Санкт-Петербурге и применяются для сварки, пайки и резки без применения какого-либо специального газосварочного или электросварочного оборудования.

Автономная мобильная сварка –карандаш СК-1, Москва
TEC Torch Promotion

Есть и зарубежный аналог (стартап в США) TEC Torch Promotion – термитное режущее устройство со сменным картриджем (устройство стоит 300$; картридж – 50$).
В Америке TEC Torch используется в качестве компактного инструмента, который могут использовать в своей работе американские правоохранительные органы, военнослужащие, мчсники. TEC Torch может открыть любую дверь за считанные секунды, что может спасти жизни людей, попавших в форс-мажорные обстоятельства.

Термитный резак в действии
Время сгорания картриджа всего несколько секунд – оптимальное время для проведения оперативного вмешательства. Картридж Rod Cutter может прожечь насквозь стержень диаметром до 2 см (при этом не важно, что перед вами, закаленная, низкоуглеродистая или нержавеющая сталь), а картридж Plate Penetrator способен вырезать отверстие до 1 см в металлической пластине толщиной до 1,3 см. Для выполнения сложных задач может потребоваться несколько картриджей или их комбинация.
Смотрите видеоролик, демонстрирующий возможности инструмента
Зарубежный аналог – DISARM CO (Разоружающий)

Факел в гильзе – прожиг до 3 мм (цена 30 евро)

Прожиг с помощью тигеля до 10 мм ( цена 200 евро)
Это если вкратце о наработках «проклятых буржуев», а вот что можно реально приобрести для выполнения разовых бытовых задач.
Сварочный карандаш Лебедева «Элькас»

Автономный сварочный инструмент НЕ ТРЕБУЕТ
Все что необходимо для сварки – солнцезащитные очки, зажигалка и сам карандаш.
Материал шва- легированная бронза.
Толщина свариваемых деталей: 0,3-6 мм
One thought on “ Сварка без сварки – сварочный карандаш ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Чем заменить контактную сварку
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
В этой статье мы подробно ответим на вопрос: «Как сделать точечную сварку в домашних условиях?».
Из-за своей простоты и удобства, точечная сварка получила широкое распространение
Существует три вида контактной сварки: точечная, шовная, стыковая. Точечная сварочная машина производит сваривание деталей в одной или нескольких точках одновременно. Структура сварочной точки зависит от размера и формы контактной поверхности электрода и определяет прочность соединения. Машина точечной сварки является разновидностью контактной сварки, именно поэтому в основу ее технологии заложено тепловое воздействие электрического тока.
Краткая технология точечной сварки
Сваривание точечной технологии предполагает несколько этапов. Совмещенные в нужном положении соединяемые детали необходимо поместить между электродами сварочного оборудования, прижав их, друг к другу.
Необходимость в прижатии деталей объясняется обеспечением образования уплотняющего пояса вокруг расплавленного ядра. В момент сварочного импульса образовавшийся поясок препятствует выплеску расплавленного металла из зоны сварки.
Далее, следует нагреть детали до состояния термопластичности, это необходимо для их деформации. Для обеспечения качественной точеной сварки в домашних условиях, нужно добиться поддержания постоянной скорости перемещения электродов, требуемой величины давления и обеспечить полный контакт соединяемых деталей.
Машина точечной сварки осуществляет нагрев деталей благодаря кратковременному импульсу, образованному в результате прохождения сварочного тока. Данный импульс способствует расплавлению металла в местах соприкосновения с электродом, образуя общее жидкое ядро деталей. Диаметр сформированного ядра достигает – 4-12 мм.
Как только действие тока прекратится, детали будут продолжать удерживаться, пока расплавленное ядро не остынет и не кристаллизуется. Технология точечной сварки в домашних условиях очень экономична и способна обеспечить механическую прочность швов. Что касается герметичности шва, таким оборудованием этого невозможно добиться.
Процессы сварочных работ, применяемое оборудование, а также техника безопасности строго регламентируются ГОСТами. С некоторыми из них вы можете ознакомиться:
Самодельная конструкция аппарата точечной сварки
Такое оборудование нельзя назвать мощным. Используя его, можно сварить лист металла толщиной 0,2 мм либо стальную проволоку диаметром – 0,3 мм. Такие параметры позволяют производить сварку термопар, а также приваривать тонкие детали из фольги. Сварочный электрод выполнен из пистолета, так как усилие прижима свариваемых малогабаритных деталей – невелико.
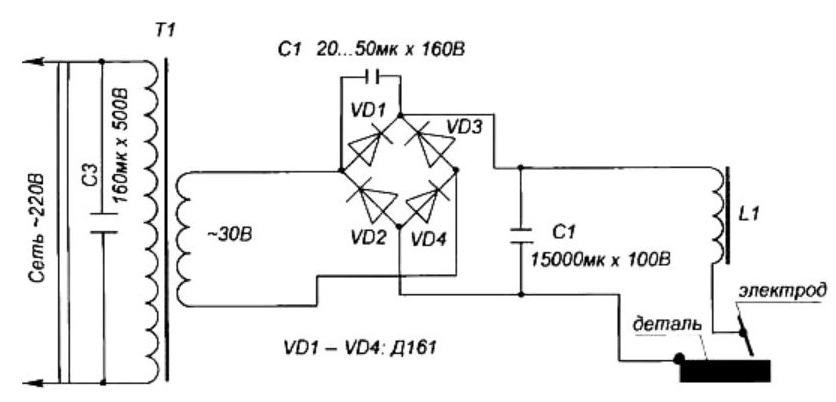
Изготовить сварочное оборудование по данной схеме довольно просто. Главный узел оборудования – сварочный трансформатор Т2. Сварочный электрод подключается к вторичной обмотке трансформатора при помощи гибкого кабеля. Что касается более массивной свариваемой детали, она подключается к нижнему концу.
Сварочная машина подключается к сети при помощи выпрямительного моста V5…V8. Вторая диагональ этого моста предусмотрена для включения тиристора V9, при его открытии, напряжение прикладывается к первичной обмотке Т2. В Данном случае клещи контактной сварки выступают в роли пистолета. Их технологическая особенность заключается в присоединении пистолета, к одному концу вторичной обмотки трансформатора, что касается второго конца, он прикреплён к самому изделию точечной контактной сварки. Таким образом, клещи могут выполнить сварочную работу в любом месте изделия при помощи единичного электрода. Клещи для контактной сварки могут работать от однофазного либо трёхфазного тока. Трансформатор, от которого получают питание клещи для контактной сварки, выдает ток в несколько кило Ампер.
В рукоятке сварочного пистолета находится кнопка S3, при нажатии которой, осуществляется управление тиристором. При подключении вспомогательного источника к сети, сразу начинается зарядка конденсатора С1. Трансформатор Т1 и выпрямительный мост V1…V4 являются вспомогательным источником.
Подробная схема точечного аппарата
Сварочная машина Т1 включается при помощи замыкания диагонали моста V5…V9 открывшимся тиристором. Тиристор будет оставаться открытым до полной разрядки конденсатора С1. Переменный резистор R1 предусмотрен для регулировки времени разряда конденсатора. Для подготовки следующего импульса сварки, кнопку S3 нужно отпустить, в это время зарядиться конденсатор С1. Последующий импульс формируется при повторном нажатии.
Трансформатором Т1 может быть любой маломощный (5…10 Вт). Максимальная длительность сварки, при указанных номиналах С1 и R1, составит 0,1 секунды. Это обеспечивает сварочный ток – 300…500 А, что является вполне достаточным при сваривании малогабаритных деталей.
В рассматриваемом примере, трансформатор изготовлен из железа. Толщина набора составляет 70 мм, в качестве первичной обмотки был использован провод ПЭВ-2 0,8, содержащий 300 витков. Диаметр многожильного провода вторичной обмотки составляет 4 мм.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.
Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба ¾ длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Многоточечная сварочная машина, в отличие от точечной, работает с заготовками определенных размеров и форм. Универсальная многоточечная машина для контактной сварки встречается довольно редко. Переналадка данного аппарата – довольно сложный и длительный процесс.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Решил вылижить фото контактной сварки которую сделал несколько лет назад может кому будет полезно.
трансформатор п образный чем больже сердечник тем лучше (я разобрал старую электро дуговую сварку)
контактор чем больше тока выдетживает тем лучше пределы минимум 800а или 1000
тем кто не знает что такое контактор это реле для больших токов
реле на 25 вольт
трансформатор на 25 вольт
медные кабеля
медный наконечник чем толше тем лучше.
мое исполнение не идеально но все работает.
Делаем сварочные аппараты своими руками
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
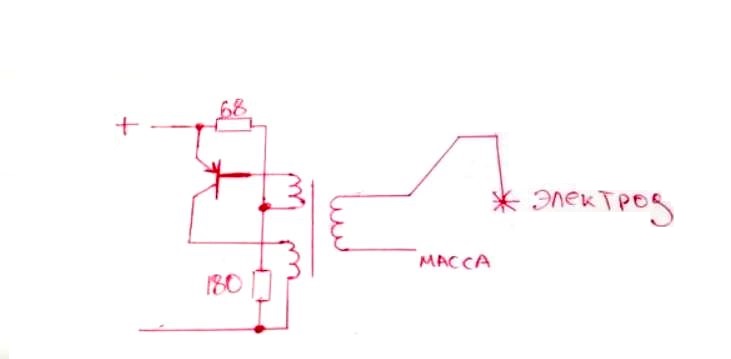
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.